Ово је водич за стварање једноставних стезаљки за држање глодалице на глодалици.
Вијка за глодање приказана на горњој фотографији опција је куповине коју аутор ових стезаљки користи у свом раду. Овај мали виличар је безвијни алат са стезаљкама, који се продаје у многим продавницама на мрежи.
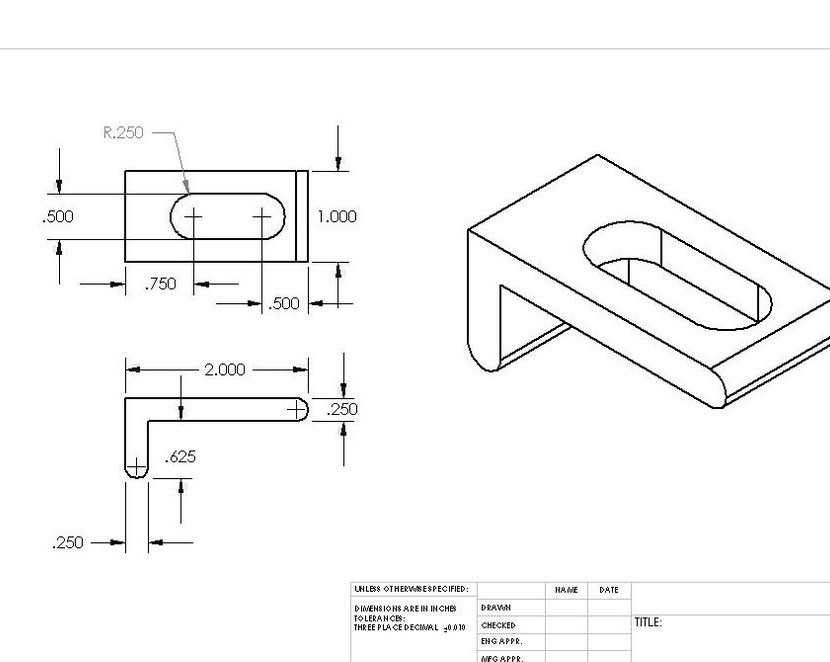
Корак 1: Дизајн
Доња површина стезног жлеба влаге је око 14 мм изнад стола, а горња површина стезног утора је приближно 7 мм изнад доње површине.
Аутор израђује стезаљке, попут већине мајстора, од неке врсте отпадног метала. Дебљина залиха 6 мм. Свака страна је дугачка око 50 мм (од спољног угла до ивице „стопала“).
Додатни материјали који ће бити потребни за израду стезаљки су Т-матица, прирубница и стезаљка, дужине око 50 мм са навојем од 9 мм.
Прилози:
носач гвоздене стезаљке
Корак 2: Грубо гвожђе



Користећи брусно коло за резање на кутној брусилици, аутор је одрезао угао праве величине. Добро се резао, али се загревао јако и зато растопио пластични део стола ...
У сваком случају, аутор је успео да одсече комад ширине око 25 мм од железног угла. Тачна величина није веома битна.
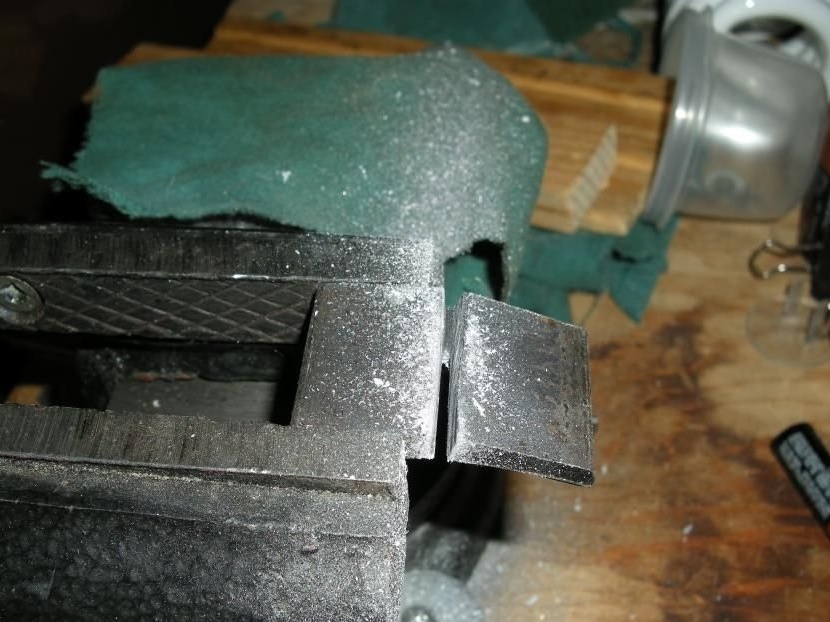
Затим је одсекао мали део једне дуге „ноге“ овог ћошка. Стега ће се направити из резултирајућег угла. Аутор је научио лекцију брусилицом и пластичним столом и направио овај рез са ножом за метал.
Корак 3: Очистите дуге ивице


Аутор је у глодалицу приметио гвоздени угао и уредно и равномерно (чак и мале величине), мељео глатке ивице по целој дужини, мада то мерење није веома важно).
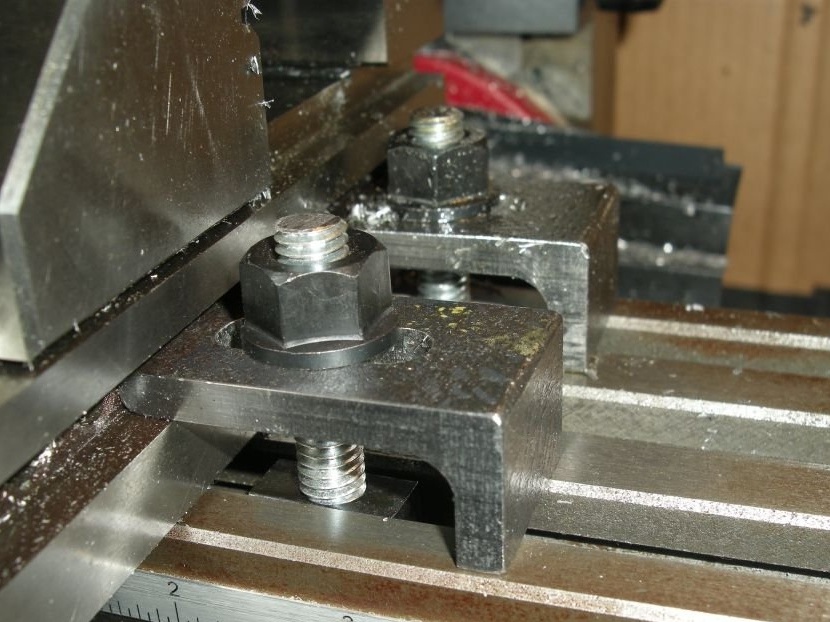
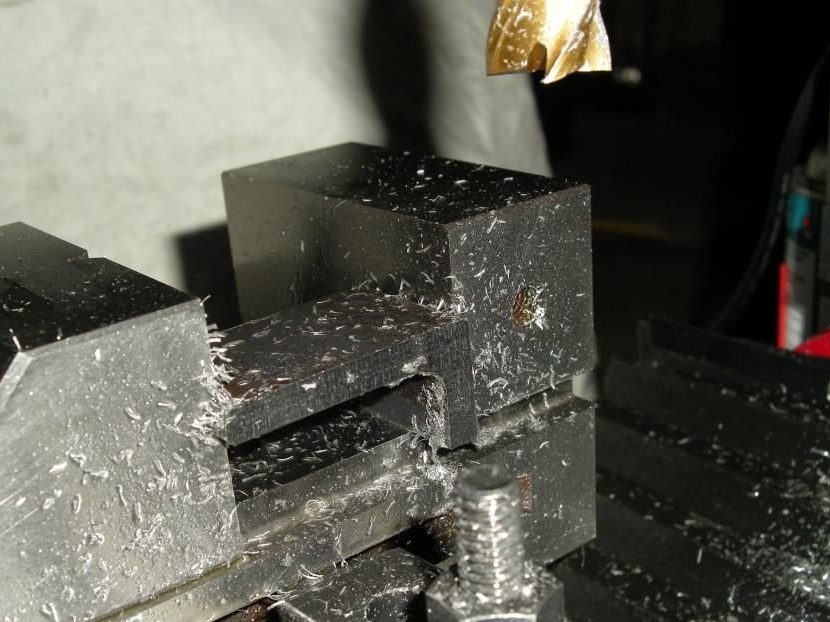
Слике приказују уградњу порока за глодање два краја угла. Заобљени дуги крај угла уклапа се у водоравни утор у облику слова В у покретној вилици порока. Ивица коју он изрезује пружа се 6 мм. са ивице вијуга. Ова инсталација је била сасвим сигурна.
Визуелно оцењујући радни део како би пронашао место на углу које је највише стршило, аутор је у том тренутку пажљиво додирнуо секач. Затим је почео да прави пролазе за резање метала у правцу оси И, од предње стране ка назад, тако да је сваки пролаз изведен у уобичајеном режиму глодања (сада се уздржава од глодања приликом подизања). Сваки пролаз очишћен је око 0,25 мм. материјала на било који стршећи део радног дела. На крају је пресјекао цијелу површину радног комада, а затим направио рез од 0,125 мм. У овом углу је завршено глодање.
Користио је четвероканалну глодалицу од 19 мм, ротирајући брзином од око 800 о / мин. Брзина уноса је вероватно била око 5 или 7 у минути. Дубина посека (сваки пресек) је била око 0,25 мм. Понекад је током сечења аутор распршио ВД-40 на резач и радни део.
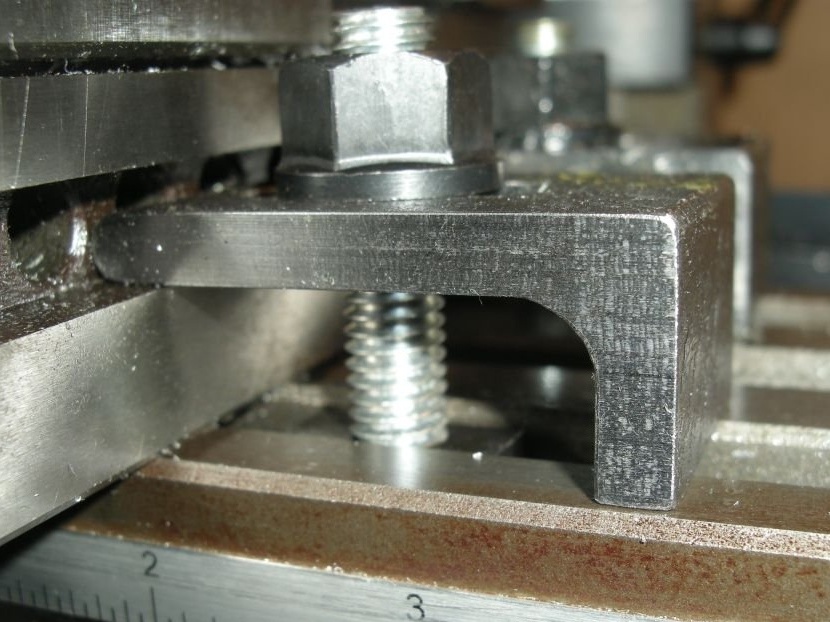
Да би глодао другу дугу страну, аутор је правац окренуо наглавачке (као што је приказано на другој слици). Место В-утора у вибру и дужина кратке полице омогућавају то.
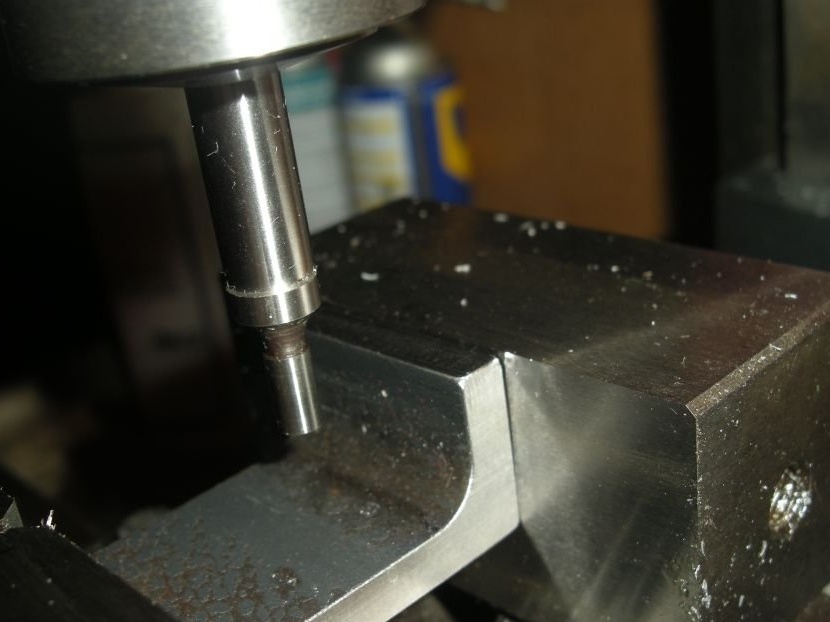
4. корак: Заврните крај кратке угаоне полице

Потом је аутор усадио кратки део будуће стезаљке, део који ће почивати на глодалици. Ова операција је помогла да се очисти потпорни део угла и тако се постави радна висина стезаљке. Ово је можда најважнија димензија, али чак и овде постоји простор за неку корекцију.
Аутор је „дугу полицу угла“ радног комада стегнуо у теглице, покушавајући да стегне раван део угла, а не близу угла, где се дебљина мења нагоре, па је угао ојачан. Постављао је угао у средини тегле како би одржао снагу уравнотеженом и избегао извијање покретног дела вијса.
Жељена дужина носећег дела угла (према слици) је 21 мм.
Прво је поравнао носећи део кратке прирубнице угла, уклонивши га резачем, на исти начин као што је поравнао дуге стране у кораку 3 (осим померања секача дуж Кс осе уместо И).
Чим је део постао раван дуж читаве основе потпорног дела, аутор је мерио висину кратке полице помоћу калибра, а претходно је обрисао потпорне површине крпом да чипови не промене очитања. Ово мерење је показало колико материјала треба уклонити. Аутор је снимао материјал са пресецима 0,25 мм док није достигао приближно 0,5 мм. Затим је поново измерио и направио мале пресеке док није достигао тачност од 0,125 мм. Аутор се зауставио на овим показатељима.
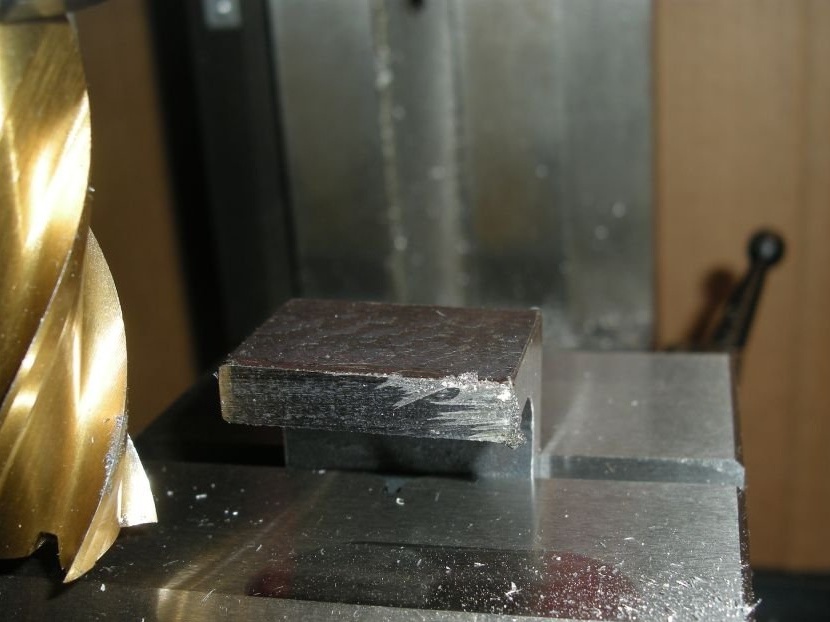
Корак 5: Глодање угаоног дела је завршено

На овој фотографији су сва три лица овог дела изглађена и прилагођена жељеној величини.
Корак 6: Постављање и уградња дела за прављење утора

Аутор је то учинио.
Веома је добро када се комад налази у вијцима, отприлике у средини, јер даје равномерно стезање, а не увртање, силу на покретни део витла.
Аутор жели да рез у овом делу буде на средини стезаљке, па је измерио стварну ширину стезаљке, одредио ивицу и поставио вретено у средину Кс оси стезаљке.
Овде је потребно поправити водилицу оси Кс, јер ће се кретање десити у И и З оси.
Корак 7: Лоцирање уреза
Додирните "унутрашњост" угла и не заборавите да надокнадите радијус алата.
Корак 8: Бушење рупа


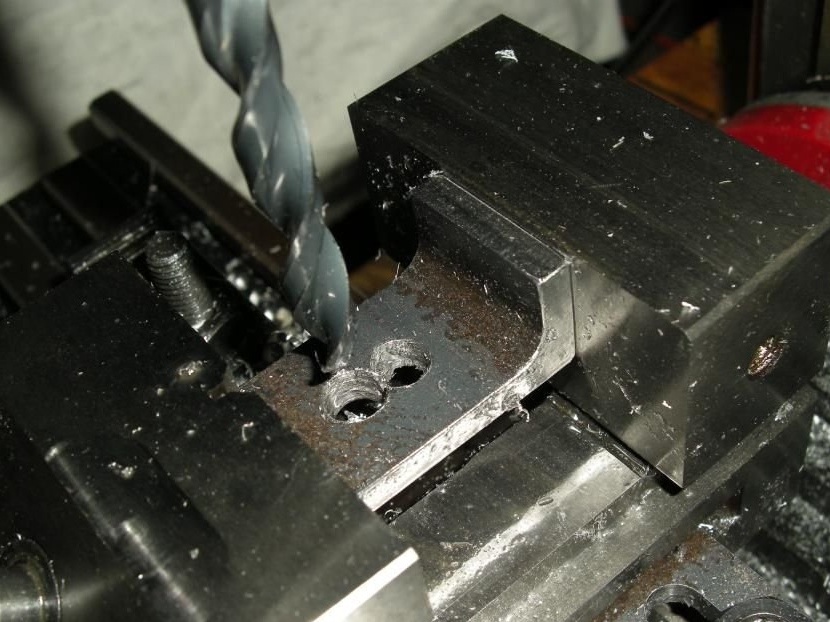
Бушилице се лакше оштре него глодалице, па је аутор избушио рупе како би одабрао већину метала за будући утор. Почео је с малом бушилицом (око 6 мм) за почетну рупу, а затим је повећао на 9 мм.
Када је аутор завршио с бушењем, у средини стезаљке биле су три рупе промјера 9 мм, чије су се странице једноставно додирнуле.
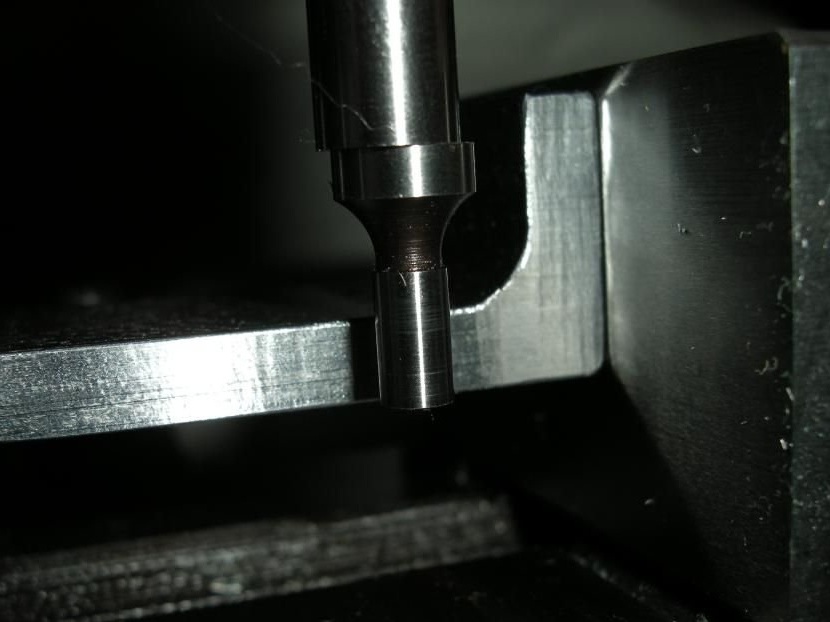
Корак 9: Завршите израду утора
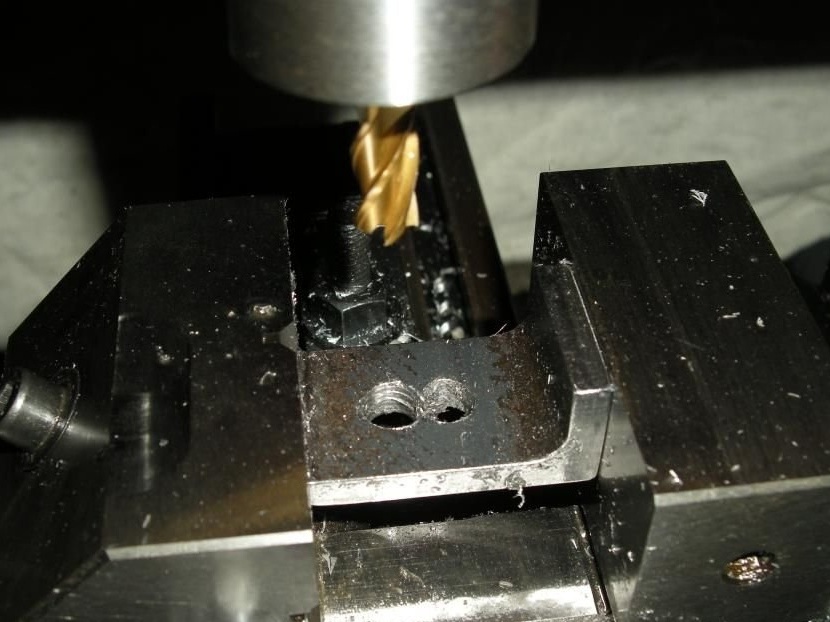
Затим је аутор користио резач пречника 9 мм да би низ рупа претворио у прави утор. Покренувши вретено, спустио је резач (за сечење у средини) у постојећу рупу на једном крају утора, а затим га премештао у отвор на другом крају. Померио је резач напред-назад у утору, спуштајући се око 1.250 мм или тако некако за сваки пролаз, док није кренуо скроз.
Затим је проширио утор за око 1.250 мм или тако, померајући резач спирално, пресекавши цео зид утора дубином сечења око 0,25 мм.Секао је спиралу у смеру казаљке на сату како би извршио рутинско глодање.
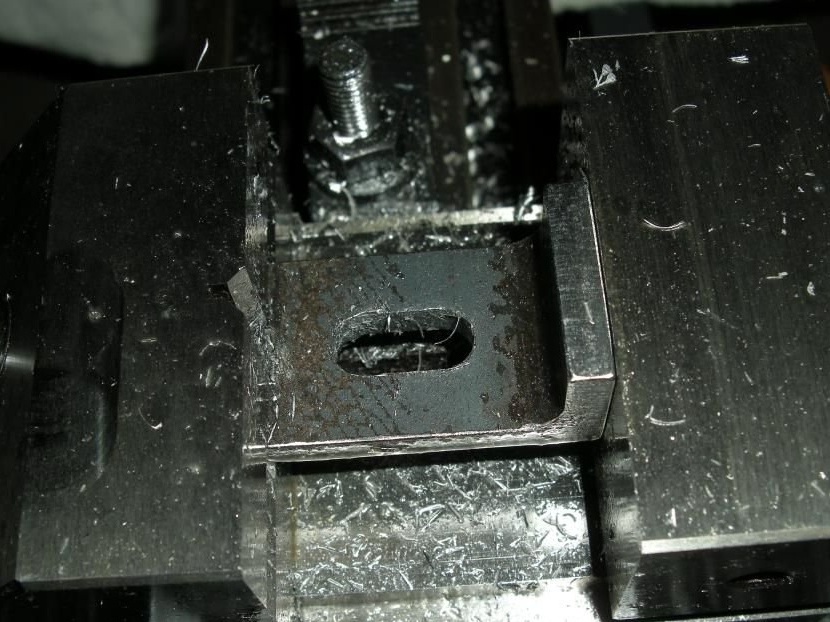
(Напомена: на фотографијама у овом кораку, аутор приказује угао где је покушао да направи краћи утор са две рупе претходно избушене. Делује добро, мада је пожељнији дужи утор.)
Корак 10: Припрема студа
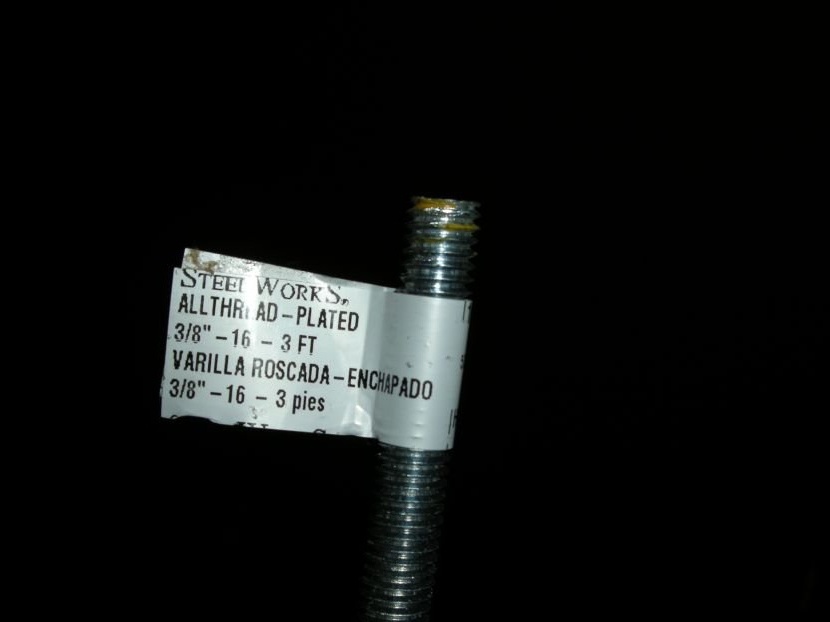


Аутор је купио студ са навојем од 9 мм.
Одрезао је комад потребном дужином са укосница и очистио ивице филеом.
Корак 11: стезаљка је спремна