


Водено хлађење, упркос својој сложености и мањој покретљивости, има неколико предности у поређењу са пухањем ваздухом. За употребу у е технологија, ово је углавном већа топлотна ефикасност, одсуство или радикално мање буке (вентилатори), компактна величина измењивача топлоте за уклањање топлоте, могућност практичног уклањања „давајућег“ измењивача топлоте изван тела (просторије, зграде) уређаја.
Водено хлађење се може применити у неким случајевима у стационарним уређајима који имају делове који интензивно стварају топлоту и захтијевају хлађење. У електроничкој технологији то могу бити излазне фазе предајника, моћних појачала (СП) који раде у класи А, енергетске електронике. Уобичајени задатак је употреба воденог хлађења за системску јединицу личног рачунара. Ово последње омогућава знатно смањење буке вентилатора инструмента, продирање прашине у кућиште инструмента и повећава ефикасност хлађења.
У продаји се налазе и готови сетови конструктора који омогућавају да се вентилатори, црева, пумпе и компоненте ових система замењују редовно вентилатори системске јединице. Овде је дата технологија једноставне и практичне израде можда најскупљег и најсложенијег елемента - измењивача топлоте - за уклањање топлоте. Технологија омогућава куци услови, без приступа машинама, чине ефикасан минијатурни равни измењивач топлоте. Припрема за лемљење и само лемљење су веома једноставни. Није потребно фино постављање ситних делова. Конфигурација измењивача топлоте може се лако прилагодити тренутном задатку. Олакшани су и захтеви за материјале - нису потребни масивни инготи од легуре бакра; плоча дебљине неколико милиметара је довољна.
Шта је било потребно за рад.
Алати
Сет алата за клупе, металне маказе, тестера за нож. Слагалица за накит са додацима је добро дошла, али можете проћи. Алат за обележавање, мали виличари. За лемљење је кориштен мали гасни горионик.
Материјали
Гредице гвожђа - лима бакра, месинга. Цеви одговарајућег пречника. Папирни папир, лемљење, флукс за лемљење.
Овде је приказана израда скупа измењивача топлоте за системску јединицу личног рачунара (процесор, видео картица). Димензије измењивача топлоте диктирале су причвршћиваче стандардних радијатора са троструким носачима, који су у новом дизајну максимално коришћени. Конфигурација млазница одређена је погодношћу спајања са цревима. На основу пречника прикључних цеви на циркулационој пумпи пречник црева износи 10 мм.
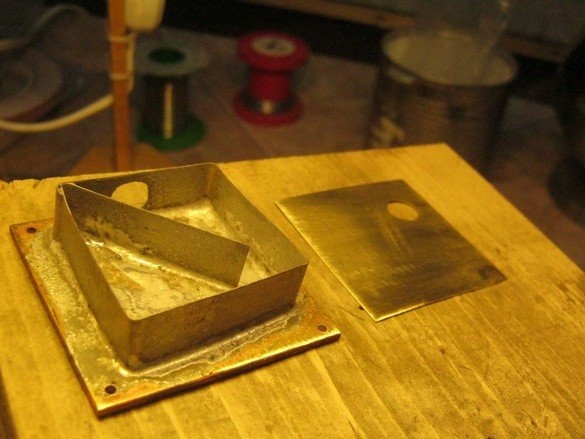
Као основа измењивача топлоте - табана уз чип, коришћена је месингана плоча дебљине 2,5 мм. Након обележавања, резане су две правоугаоне гредице помоћу тестере. Крајеви радних комада су поравнати са картоном, оштре ивице су пригушене. Помоћу неколико бројева малих коже обрађују се равнине радног комада. Страна са најмање огреботина је додељена споља - ЦХИП; боље је да је обележите хемијском оловком.


Сви остали делови измењивача топлоте су сасвим прихватљиви за извођење од метала много тањих - готово фолија. Са чврстим волуметријским постављањем лемљењем, дизајн је врло јак и поуздан. Овде се наноси месингани лим дебљине 0,2 мм. На основу пречника спојних црева и цеви, висина измењивача топлоте усвојила је 10 мм У процесорском измењивачу топлоте висина од 11-12 мм настала је због коришћене монтаже. У ЦХИП измењивачу топлоте за видео картицу улазна цев је прикладно израђена у равном крају. Рупа на траци била је обележена компасом-балеринком и одсечена пилулом број 6. Преостале рупе за млазнице у равним капицама направљене су на исти начин.


Сами цеви су направљене од делова бакарне хромиране цеви од старог водовода.
Након темељног скидања (за лемљење), месингани трак за ниске бочне зидове пресавијен је својеврсним пужевима на цев-цев цеви. Тада се из ње формира пуж измењивача топлоте, тако да на почетку и на крају има довољно места за цеви, а зидови се не затварају претесно и не стрше изван ивица потплата. По броју обртаја могуће је до неке мере регулисати количину топлоте која се преноси на расхладну течност (воду). Генерално, радимо на интуитиван начин - што је већа површина која захтева хлађење и што се више загрева, то је потребно више окретаја.

При лемљењу кориштен је „водоводни“ флукс за лемљење бакарне цеви гориоником. Дизајниран је за лемљење бакарног калема без олова, али савршено се користи са обичним лемљеним оловним лемилицама, што је врло згодно - потоње је упола јефтиније. Вероватно можете да користите течне неорганске токове, исту „киселину за лемљење“ (цинк хлорид). Коло и флукс на основу њега не смију се користити за лемљење отвореним пламеном - они се лако запаљу, чак и ако се загреју с леђа, након изгарања остављају чађу што отежава лемљење.

Након наношења флукса ваљану траку треба чврсто притиснути на базу. Да бисте то учинили, потребна вам је технолошка плоча и пар металних копчи или теглица. Унутар контуре равномерно положите мале делове лемиља. Овде смо користили ПОС-60 у облику жице дебљине 2,5 мм. Резао га је резачима на честице од 5 ... 7 мм.

Гријемо док се лемљење не растопи и потпуно затегне контуру ограде пужа. Између ђона и зида. Треба имати на уму да лемљење тече на место са вишом температуром. Ако лемљење није извучено на одређено место, можете му помоћи тако што ћете га додирнути или помиловати гранчицом „спољне“ лемилице. Не би требало да дуго загревате радни део - флукс се сагорева и престаје да ради.У овом случају је потребно охладити радни део, раставити, очистити и све поновити. Али пажљивим чишћењем површина и пуно флукса, све функционира врло добро.


Одсекао сам поклопац од исте дебеле месингане фолије, обележио је и помоћу рупчића за накит изрезао две рупе за млазнице. Облик поклопца је правоугаоног облика ђона. Испада естетски и практичније сечен. Ако материјал није посебно скуп (дебела фолија), препоручујем овај образац. Узгред, моја 0,2 мм фолија се прилично успешно реже великим грубим кројачким шкарама, мада су специјалне за метал сигурно погодније.

Након израде покривача горњег поклопца, пажљиво га очистите и нанесите флукс. На поклопцу и горњим ивицама кохеле. Унутар тога поново полажемо комаде лемљења, све саставимо и окренемо поклопац доле. За сваки случај, можете протрести праг склопа измењивача топлоте тако да делови лемљења, вероватно залепе на зидове или плафон (лепак - густа паста), падну на дно (поклопац). Поново загрејемо пламеник, ако је потребно, вани смо лемити шипку за лемљење. Пусти да се охлади.


Поклопац измењивача топлоте пажљиво је очишћен финим брусним папиром и припремљен пар наставка за црево. Будући да су моји радни комади од хромираног водовода, боље је да се ивице за лемљење одстране у бакар. Лемљење премаза није лошије, али снага такве везе биће мања - стари премази имају тенденцију љуштења.

Резао сам је ножом за метал, очистио, покрио је флуксом и намотао прстен за лемљење на сваки део.

Пажљивим загревањем са малим пламеном горионика, тако да се остатак не растопи, лемљење се топи, спушта се уредним ваљком. Прибор је боље загрејати, а након топљења лемљења мало и поклопац око њега.
Након што се измјењивач топлоте потпуно охлади, све што је на располагању треба темељно испрати из флукса топлом водом и тврдом четком. Флукс унутра ће морати да се испере - након састављања затвореног система хлађења, воду мењајте 3-4 пута, па рецимо свака 2 дана рада. Управо то саветује произвођач флукса у случају инсталирања бакарног водовода.

Измењивач топлоте за чип видео картице је мањи, поједностављена конфигурација унутрашње кохлеје и места арматуре. Други начин причвршћивања је са четири стандардна опружна завртња. Уопште, технологија је потпуно слична.

Закључци
Пракса је показала поузданост, доступност и довољну ефикасност дизајна. Заједно са једноставношћу израде, чини се да је технологија сасвим разумна и препоручује се за понављање.
Неколико речи треба рећи о избору материјала. Будући да је потребна добра топлотна проводљивост (ђонови), боље је користити бакар или легуре бакра, између осталог, то ће поједноставити избор флукса за лемљење. То би, наравно, требало искључити из дизајна метала који творе галвански пар са бакром.
Бабаи Мазаи, јануар 2019