
Десни точак никада није округао. И није мршав. И још више без дрвених или карбонских јастучића и анатомских конуса прекривених перфорираном кожом. Многи власници тунираних аутомобила верују. А од себе ћу додати да је за добар волан корисно имати сертификован дизајн са ваздушним јастуком. Прави точак можете добити подешавањем фабричког управљача.
Различити стручњаци практикују различите методе израде уметка и анатомије на управљачу. Предлажем употребу матричне технологије засноване на моделу глине. Предност пластелина у ефикасности тражења облика модела. Предност матрице је могућност поновне употребе у производњи истог кормила или фрагмената коре за кормило других величина.
Средњи део управљача не захтева интервенцију тјунера, ваздушни јастук треба да ради правилно. Само обруч и делимично игле се могу надоградити.

01. Дизајн фелне, можете покушати да једноставно копирате са постојећег управљача, али можете и да сањате о самој форми. Најлакши начин за замишљање жељеног управљача је обојити контуре на слици кормила донора. Али, по мом мишљењу, не бисте се требали дуго задржавати на папиру, јер ергономски захтеви и дизајн волана могу уништити ваше необуздане маштарије.
02. Посебно је лепо побољшати скупи волан престижног аутомобила, мада покушати руку вреди нешто једноставније.

03. Већина управљача модерних аутомобила прекривена је кожом, а ја прво пуцам. Под кожом се отвара мека гумена шкољка обода.
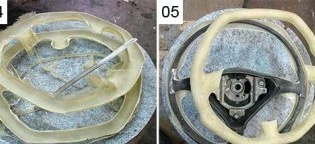
04. Ако смо одлучили да променимо спољну контуру управљача, мораћемо да одсечемо вишак гуме са оквира обода. Али немојте се укључивати у чишћење оквира од гуме, боље је да га оставите на местима где не омета промену облика.

05. А сада, на слободан начин, покушавамо да потражимо исправне пропорције и удобан облик конфигурација на волану од пластике. Упоредите ергономску ручну ливеност добијену од пластелина са оригиналним узорком кормила. Карактеристичне избочине, удубљења и утичнице преносимо с цртежа на пластелин и поново „пумпамо“ практичност волана дуж руке.

06. Почињемо са разрадом приближно сложеног облика управљача на једној страни. У исто време, вечни спор је да је главна ствар пластелин или кит који решавам у корист кита.То значи да нећу полирати пластелин огледалом како бих уклонио готово готову матрицу, већ ћу модификовати неправилности које су остале на пластелину на завршном колу управљача. Али на пластелину морамо да обележимо линије прорезима за закрчење коже, а преломе пластичног облика шиљатим ребрима. Из готовог пластелина једне половине управљача уклоните шаблоне из дебелог картона.
07. Континуиране контуре, линије пукотина и ивице обрасца кроз шаблоне преносимо у глину са друге стране волана. Бочна дебљина багела може се контролисати чељусом, упоређујући одговарајућа места са десне и леве стране.

08. А сада је образац састављен, али не журите са бацањем контура. Уз њихову помоћ морамо направити оплату за формирање прирубница на конекторима матричних полуформама.
Као и било која затворена запремина, чврсти управљач може се добити лепљењем горње и доње коре калупа. Да бисмо направили ове половине од фибергласа, прво морамо направити калуп за калупе од модела пластелина. Конектор дуж прирубница поделиће матрицу управљача на две одвојене половине, у којима је лако направити горњу и доњу корицу делова управљача.
09. Оплата прирубница мора бити постављена строго у равнини најширег уздужног дела волана. Обично причвршћујем картонску оплатну плочу пластичним комадима на задњој страни.

10. Рад са стаклопластикама, а посебно контактно прешање стаклопластике импрегниране полиестерском смолу, пружа практично неограничене могућности за производњу тродимензионалних облика. Материјал у течном стању слободно обавија површине било које закривљености и конфигурације. Ојачани композит може се у потпуности користити за предвиђену сврху. Приликом формирања грубих матрица обично не користим гелцоатс (специјалну густу смолу за радну површину) и скупе матрикс смоле. Али признајем да понекад „злоупотребљавам“ згушњивач-аеросил (стаклени прах). Моја релативно густа смола добро зачепљује храпавост модела и испуњава оштре углове на калупу, али на квалитет обликовања утиче и армирајући материјал. Првих пар слојева, нарочито на сложеној површини, Прекривам 150 или 300 простирки од стаклених влакана, не саветујем наношење више слојева одједном - то ће неминовно довести до деформације стаклопластике. Након сат или пол, смола постаје чврста, али процес полимеризације још увек траје.
11. У међувремену, прво обликовање ће полимеризирати, окрећем волан и уклоним картонску оплату. Да се смола не би залепила на оплате, претходно сам је премазао раздвајањем на бази воска (тефлон ауто пољски).

12. Када нема сепаратора при руци, а време не подноси, контактну површину залепим траком за лепљење. Лако се скида са очврслог полиестера. Овај пут сам затворио прирубницу.
13. Доња страна модела је такође прекривена једним слојем фибергласа. Након што се смола „дигла“, тј. Прво се из течности претворила у желеу, а затим у чврсто стање, поново окрећем волан. На предњу страну модела нанесем слој дебеле стаклене простирке, величине 600, претходно очистивши претходни пластични слој брусним папиром. Дакле, наизменично наносим слојеве, повећавам дебљину матриксне коре на 2-2,5 мм (што одговара 1 слоју стаклене простирке марке 300 и 2 слоја марке 600).

14. Потпуно залепљена матрица одржава се око један дан, мада у условима сталног налетавања увече, формирана матрица већ ујутро креће на посао.
15. Флексибилно и мекано у течном стању стаклопластика, отврдњавање показује своју лукавост. Гледајући његову површину лизалице, желим да је држим за руку. Али невидљиве, избочене стаклене игле могу озбиљно повредити вашу руку. Због тога, прво, површину матрице лагано очистим брусним папиром. Глатка, бодљива ивица матрице мора бити исечена, остављајући прирубницу ширине 25-30 мм. На удаљености од 10 мм од ивице модела, потребно је избушити монтажне рупе за вијке на прирубницама. У овом облику је матрица спремна за уклањање.

16.Оштрицом ножа или танким челичним равналом одвајамо прирубнице око читаве контуре. Затим проширујемо јаз између прирубница и одвајамо половине облика матрице. Танки слој модела пластелина током уклањања матрице се уништава, делимично остаје у половинама.
17. Остаци пластике се лако уклањају из матрице. Тада се унутрашња површина може обрисати керозином. Очистим обрисе прирубница брусним папиром. На радној површини очишћеног матрикса јасно се виде недостаци на моделу пластелина, које исправљам истим брусним папиром.
Чак и са овом грубом матрицом можете направити неколико десетина кормила. Али ко ће вам дати толико идентичних волана за угађање? Али ексклузивни радови са пластелином и фибергласима су у великој потражњи.
Други део:

Груба матрица направљена коришћењем обичне полиестерске смоле (за разлику од финалне матрикс смоле) има значајно скупљање и скупљање, што доводи до изобличења оригиналног облика. Штавише, што је мањи и сложенији део, то је приметнија деформација. Нарочито снажна повлачења јављају се у угловима, као у нашем случају дуж целог лука дела полуклесаног калупа. Дакле, до тренутка њихове потпуне полимеризације у видљивим неусклађењима једне половине облика у односу на другу, на контури се акумулирају у самим деловима волана. Али, то је такође груба матрица, само да би нам помогла да пренесемо пластелин идеју у фиберглас стабло будућег обрасца или да служи као привремени (јефтин) алат за проучавање потражње за новим производом.
01. Пре него што почнете са прављењем половица волана, припремим волан за лепљење. Постепено одсечујући вишак гуме са наплатка и жбица, убацио сам управљач у матрицу у пола облика. У исто време покушавам да оставим што мање простора између обода и површине матрице за лепљење.

02. Подлоге за волан можете да залепите у једном потезу, одмах положите два слоја стаклене простирке од 300 мм. Главна ствар је да покушате да формирате "суво", односно да уклоните вишак смоле стиснутом четком.
03. Предмет дебљине два слоја танке стаклене простирке покаже се крхким, па га је потребно пажљиво уклонити из матрице. Кликнем на ивице стаклопластике које стрше дуж ивица матрице једно према другом и лагано извучем кору.
04. Неравне ивице уклоњених делова морају се пресећи у складу са отиском који је на делу остављен ивицама матрице. За шишање можете користити електрични алат или се оштрити ножем ножева за метал.
05. Покушавам с корицама за волан, док подрежем, ако је потребно, гуму волана. За боље постављање делова, унутрашњу површину стаклопластике треба очистити грубим брусним папиром, уклањајући залепљене игле од стаклопластике и струје смоле.
06. Постепено мењајући ивице делова и наплатка, постављам половине једна на другу на управљачу. Добро комбиноване и слободно седеће на кору волана су спремне за лепљење.
07. Постоје два начина лепљења половних калупа. Обично се делови које треба залепити убацују у матрицу која их у састављеном стању комбинује и притишће уз обод. Али одлучио сам саставити волан без употребе матрице. Желео сам да проверим тачност комбинације делова и квалитет пуњења лепљивим материјалом целог простора унутар управљача и на шавовима. Као лепљење користим мешавину полиестерске смоле, аеросила (стаклени прах) и фибергласа. Испоставило се да је каша слична као чаша од пуњеног стакла, само је време сушења много дуже. Овим саставом напуним половице волана и стиснем их на обод. Уклоним вишак каше стиснуте из шавова и поправим половине маскирном траком. Правилно деформисана места коре исправљају се стезаљкама.
08. Загријавање дијела указује на интензивну реакцију полимеризације. Сат и по до два сата након почетка лепљења уклањам лепљиву траку и уклањам преосталу смолу. Након тога може се обрадити површина управљача.
09. На било ком делу уклоњеном из матрице налазе се трагови одвајачког слоја. Стога прво што очистим брусним папиром су сва стаклопластика од остатака сепаратора.
10.Традиционално, подешени волан је суочен са карбонским влакнима (карбонским влакнима), фурниром од дрвета и природном кожом. Чврсти материјали са лакираном површином постављају се на горњи и доњи сектор обода, а бочни делови уоквирени воланом прекривени су кожом. Тако да смо прво планирали да урадимо за управљачем. Али након што смо у рукама држали готово готов багел, постало нам је јасно да екстремни дизајн форме захтева необичан финиш. И одлучено је да се све ради обрнуто, односно кожа изнад и испод, са фурниром са страна.

11. За већи комфор, танки слој порозне гуме може се залепити испод коже (што увелике повећава трошкове рада). Приближан комад мало веће величине од потребног залепљен је на обруч волана од стаклопластике.
12. Гума чврсто пристаје уз обод. На места кожних уметка, дланови изрезани по једном обрасцу такође су залепљени испод дланова. Сви фрагменти гуме изглађени су брусним папиром, а оштећења се поправљају гуменом мрвицом помешаном са лепком. Контуре су обрезане према обрасцима.

13. Када планирамо да завршимо волан, морате поставити тачан омјер величине наплатка на спојевима различитих материјала. Тако, на пример, дебљина фурнира са лаком (до 2 мм) једнака је дебљини коже лепком. То значи да обруч нашег управљача треба да има исти пресек на спојевима. Гума залепљена испод коже формирала је корак 2 мм висине на ободу. Због тога ћете морати да поравнате обод на спојевима са китом. Да се ивице гумених налепница не би поквариле китом, морају се маскирати траком за лепљење. У исту сврху залепим танку траку од пластелина дуж гумене контуре, која ће постати празнина за заптивање коже.

14. "Длакави" кит је незамјењив материјал у раду произвођача картона. Овај кит је израђен на бази полиестерске смоле и добро се мијеша са нашим полиестерским стаклопластикама. Такође знам да многи мајстори волан израђују у потпуности од кита. Постепено наношење и брушење кит, волан је причвршћен жељени облик.
15. На задњој површини волана обележавам линије пукотина које запечаћују кожу. Рез на ободу најприкладније се врши металном сечивом за нож. Дубина зазора треба да буде најмање 3-4 мм, а ширина до 2 мм. Резање нарезаних крпом пререзао сам брусним папиром. Прорези за уметке испод дланова обележени су тракама пластелина. Након уклањања пластелина, жлебови се поравнавају са китом и брусним папиром. Веома је згодно положити празнине "боровом машином".
16. Завршни додир је уградња и постављање поклопца ваздушних јастука. Главна ствар је правилно израчунати недостатке. Чињеница је да се покретни поклопац не треба трљати о ивице жбица. Уз то морате оставити простора за дебљину коже или Алцантара који ће покрити поклопац ваздушних јастука.

За тачност уклапања комада коже стављам у отвор и „пумпа“ право место. За постављање празнина користе се сва иста средства - кит и брусни папир. Завршавам фиберглас са темељним премазом тако да се појави цео облик, јер је тешко видети мрљасту површину са кита. недостаци.
Овим се прекида рад прототипа, а производ се шаље другим стручњацима. Прво ће један мајстор залепити фурнир и лакирати га, а онда ће га други мајстор прекрити кожом. Коначни резултат зависиће од квалификације финишара, али главни дизајнер ће својом ергономијом, пластичношћу и пропорцијама поставити главни изглед. Зато је основна специјализација у производњи нестандардних производа одувек била производња дасака.