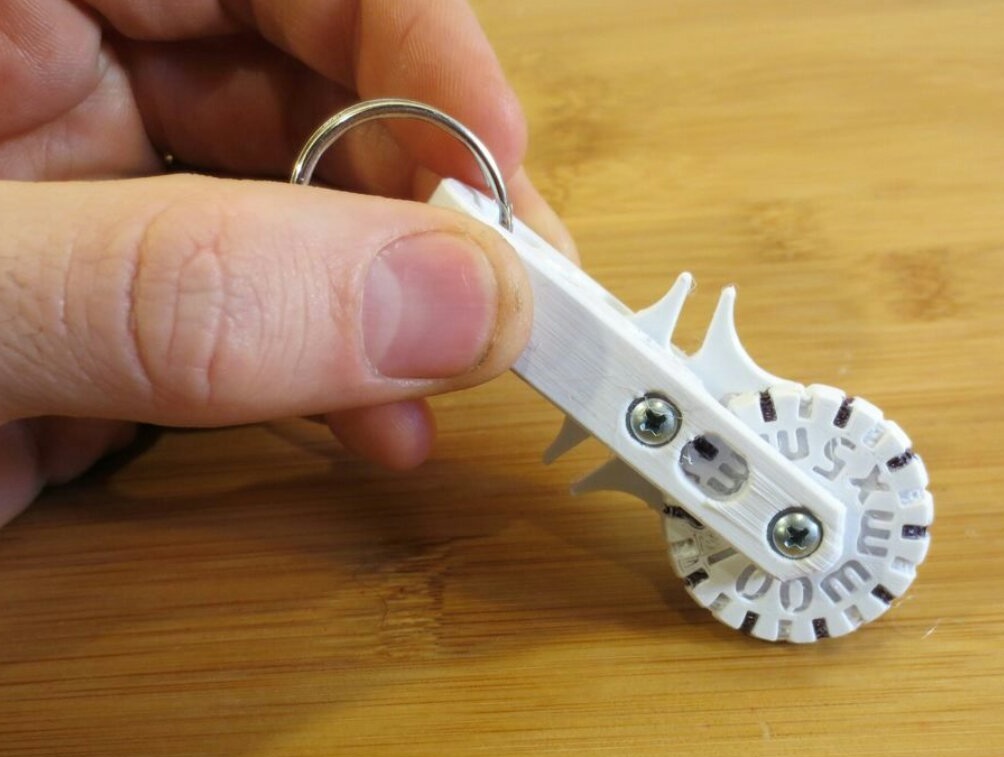
Аутор Инструцтаблес под надимком МецхЕнгинеерМике говори о кривуљумеру, састављеном углавном из 3Д делова штампаних. Слиједи неколико таквих кривуља, као и готова компонента која се користи у њима - значка на рулету (сама значка мора бити уклоњена, остављајући само рулет).

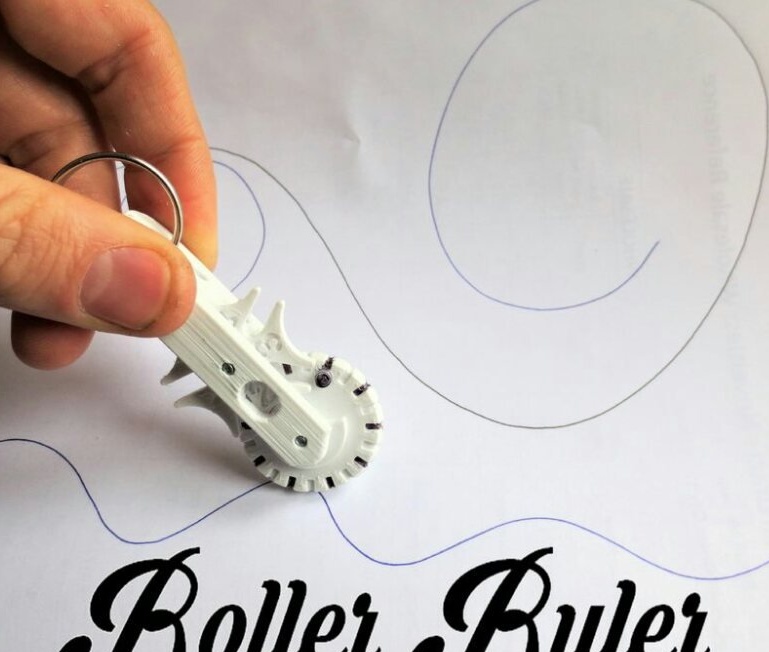
Ово је пример примене домаће:

У зависности од тога који од два ваљка штампате, једна подела на њему одговара 5 мм или 0,25 инча, један обрт до 100 мм или 4 инча, уграђени једноцифрен механички бројач броји и до 5 обртаја, што одговара 500 мм или 20 инча . Датотека .стл за милиметарску верзију филма лежи овдеза инч овде. Постоје и датотеке за штампање корпус и бројач.
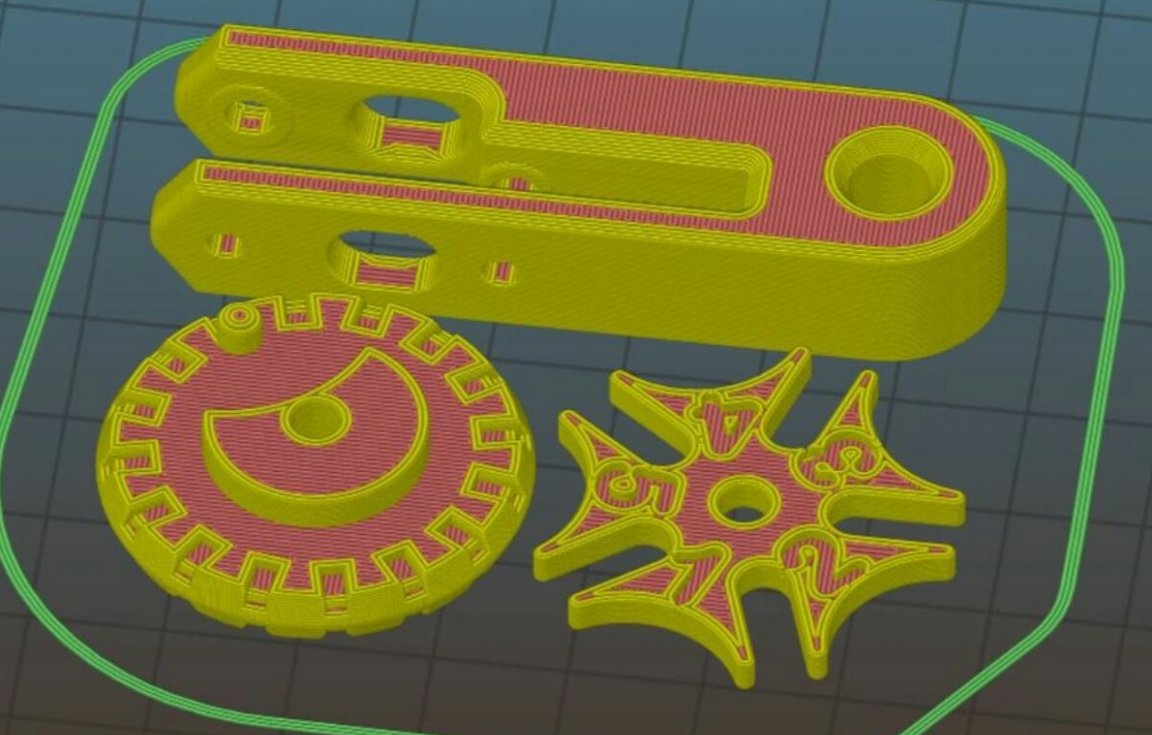
Параметри штампања: Платссмасс - било који (осим флексибилног), пречник млазнице мак. 0,4 мм, дебљина слоја макс. 0,2 мм, најмање два обода са свих страна, одоздо и одоздо, испуњавање најмање 10%, време штампања за све делове је око 2 сата, њихово место приликом штампања је следеће:
Потребна су још два вијка за саморезно резање (избор добављача није пресудан, главна ствар су параметри, пример екрана чаробњака):

Употреба рулетке из значке није обавезна, али ће коришћење курсометра бити практичније. Након штампања потребно је избушити рупе у ваљку и бројачу 3,5 мм, затим уклонити завртње у тим рупама, а такође уметнути површине кућишта у контакт са ротирајућим деловима. Затим саставите цурвиметар са два саморезна шрафова и по жељи причврстите траку. Вијке не затежите превише јер се у противном бројач ваљка и обртаја неће моћи окретати.

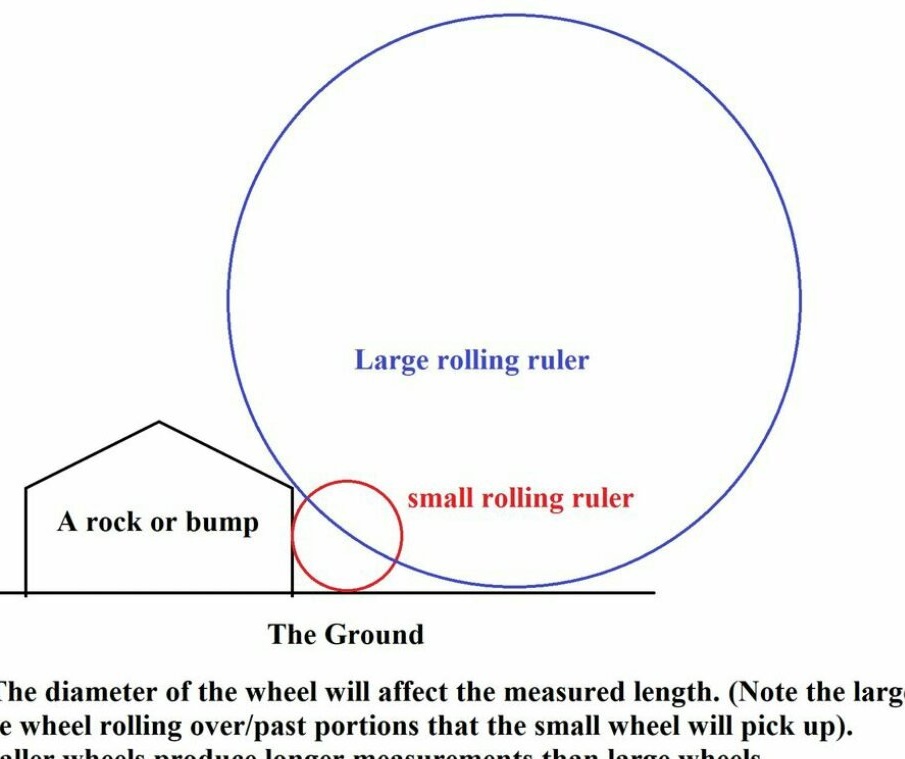
Следећа илустрација јасно показује зашто, ако на почетку или на крају измерене кривине постоји неко избочење или друга препрека, дужина таласног мерача са ваљком мањег пречника тачније ће измерити: